Камеры полимеризации
-
Камера полимеризации дизельная
-
Камера полимеризации проходная
-
Камера полимеризации газовая
-
Камера полимеризации тупиковая
-

Камера полимеризации 5,5х1,6х2 - Нижняя загрузка проходная
-

Камера полимеризации 5,5х1,6х2 - Нижняя загрузка тупиковая
-

Камера полимеризации 5х1,6х2 - Верхняя загрузка проходная
-

Камера полимеризации 5х1,6х2 - Верхняя загрузка тупиковая
-

Камера полимеризации 5х1,6х2 - Нижняя загрузка проходная
-

Камера полимеризации 5х1,6х2 - Нижняя загрузка тупиковая
-

Камера полимеризации 6,5х1,6х2 - Верхняя загрузка проходная
-

Камера полимеризации 6,5х1,6х2 - Верхняя загрузка тупиковая
-

Камера полимеризации 6,5х1,6х2 - Нижняя загрузка проходная
-

Камера полимеризации 6,5х1,6х2 - Нижняя загрузка тупиковая
-

Камера полимеризации 6х1,6х2 - Верхняя загрузка проходная
-

Камера полимеризации 6х1,6х2 - Верхняя загрузка тупиковая
-

Камера полимеризации 6х1,6х2 - Нижняя загрузка проходная
-

Камера полимеризации 6х1,6х2 - Нижняя загрузка тупиковая
-

Камера полимеризации 7х1,6х2 - Верхняя загрузка проходная
-

Камера полимеризации 7х1,6х2 - Верхняя загрузка тупиковая
-

Камера полимеризации 7х1,6х2 - Нижняя загрузка проходная
-

Камера полимеризации 7х1,6х2 - Нижняя загрузка тупиковая
Pages
КАМЕРЫ ПОЛИМЕРИЗАЦИИ ПОРОШКОВОЙ КРАСКИ
Конвективные камеры полимеризации – это неприхотливое и наиболее универсальное из существующих видов оборудования, предназначенного для запекания (полимеризации) порошковой краски, предварительно нанесенной на изделие. Горячий воздух внутри камеры равномерно нагревает и краску, и изделие, за счет чего происходит равномерное оплавление (полимеризация) с формированием однородной пленки. Химические и физические свойства образовавшегося покрытия напрямую зависят от химического состава краски, однако, в большинстве случаев, оно износоустойчивое, слабо восприимчивое к химическому и температурному воздействию.

Конвективные камеры полимеризации применимы как для мелких изделий простой формы, так и для массивных изделий, имеющих сложную конструкцию. Горячий воздух, циркулирующий в камере хорошо и равномерно прогревает даже самые труднодоступные места изделия.
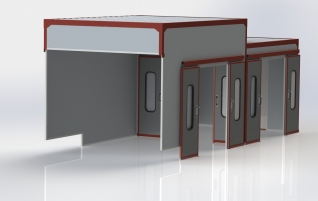
Различают несколько видов компоновки камер полимеризации:
- Тупиковые. В этом случае камера полимеризации оснащается одними воротами, и загрузка-выгрузка изделий происходит с одной стороны
- Проходные. В этом случае камера полимеризации оснащается двумя воротами, расположенными на противоположных стенах. Загрузка обычно производится через одни ворота, а выгрузка – через другие. При этом увеличение площади, занимаемой оборудованием, с избытком компенсируется повышением производительности.
- С ручной загрузкой. В этом случае изделия загружаются в камеру полимеризации вручную и подвешиваются к заранее подготовленным кронштейнам. Данный вид камер используется в мастерских, опытных участках и в производстве штучных изделий.
- С нижней загрузкой. В этом случае изделия загружаются в камеру полимеризации посредством рельсовой или колесной тележки. Данный вид камер чаще всего используется для массивных и крупногабаритных промышленных изделий, или для мелкосерийного производства.
- С верхней загрузкой. В этом случае изделия загружаются в камеру полимеризации по нитям подвесного конвейера. Такой способ загрузки чаще всего применяется при серийном производстве.
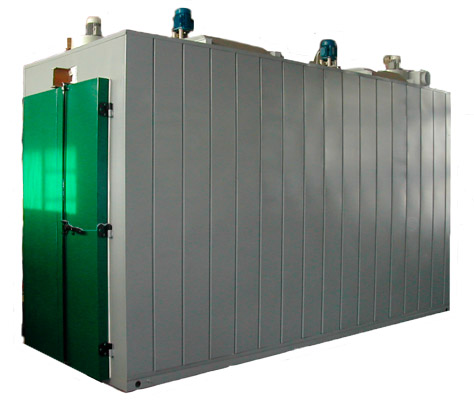
Конструкция печей полимеризации
Печь полимеризации состоит из:
- металлического каркаса,
- трехслойного теплоизолирующего корпуса
- утепленных герметичных ворот
- циркуляционного и вытяжного вентилятора
- нагревательных элементов (ТЭНы, дизельный или газовый нагрев)
- системы автоматики.
Принцип работы
Оператор задает требуемую температуру полимеризации, которая зависит от типа краски и колеблется в пределах от 140 до 250 градусов. После загрузки в камеру изделий с нанесенным слоем порошковой краски, камера включается.
При достижении заданной оператором температуры, камера работает заданное оператором время. Обычно это 10..15 минут, на протяжении которых краска переходит в жидкое состояние (расплавляется) и равномерно обволакивает поверхность изделия. После того, как изделие начинает охлаждаться, краска спекается (полимеризуется) и становится единым целым с окрашиваемой деталью.